产品别名 |
栓钉,剪力钉,焊钉,圆柱头焊钉 |
面向地区 |
全国 |
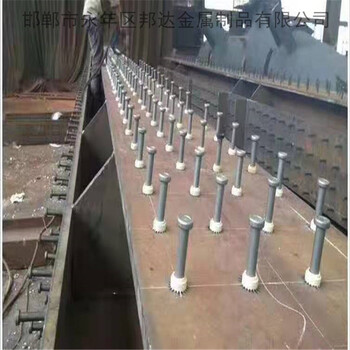
邦达圆柱头焊钉剪力钉瓷环焊钉
邦达圆柱头焊钉 剪力钉 瓷环焊钉
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。螺柱焊接原理简介 螺柱焊接是将直径2-25mm的螺柱或柱状金属、低成本、全断面融合地焊接在金属表面的一种特种焊接工艺方法。此项技术的应用可替代一些传统的加工方法,例如:钻孔、攻丝、手工焊接、焊后处理等。 螺柱焊接过程:先,将焊接螺柱(或柱状金属)放置于焊接母材上;随后,提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;接下来,焊接螺柱和焊接母材相对运动,焊接螺柱在一定速度下受控地插入熔池;后,焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝。 螺柱焊接优点:①焊缝全断面熔合,提高了焊接部位的安全性;②焊接在瞬间完成,提高了焊接工作效率;③可适应多种金属材料;④热影响区小,焊接母材变形小;⑤焊接损伤很小,母材背面没有或只有很小的焊接损伤;⑥保持中空零件的密闭性;⑦实现单面焊接;⑧操作简便螺柱焊接分类:根据焊接的特性和电源原理,我们通常将螺柱焊接分为电容储能式螺柱焊接和拉弧式螺柱焊接,前者焊接在0.003秒内完成,用于在薄板上焊接螺柱,后者焊接时间在0.1-1.5秒内完成,用于在更复杂的环境下焊接螺柱。 电容储能式螺柱焊接具体可分为:①接触式螺柱焊接;②间隙式螺柱焊接。 拉弧式螺柱焊接具体可分为:①陶瓷保护环模式螺柱焊接;②气体保护模式螺柱焊接;③短周期模式螺柱焊接(分为有气体保护和无气体保护二种)。 无论采用哪种螺柱焊接工艺,要想取得理想的焊接效果,都需要我们对以下参数严格控制:例如:焊接时间,焊接电流,运动的可控性,设备的易操作性,被焊金属材料的成分等。以下图示了几种常用的螺柱焊接工艺方法:接触式电容储能螺柱焊接: 是一种常用的电容储能螺柱焊接方法(从下图0.001秒开始工作)钢结构中有以下地方用焊钉:1、杯口式基础,为了柱子埋入后与混凝土结合更牢固,在柱子埋入部分用焊钉。2、高层建筑钢结构的柱、梁安装之后外面包水泥,为了与混凝土结合牢固,柱、梁都要打焊钉。3、楼层梁的上翼板要打焊钉。
查看全部介绍